


Khi Nào Chúng Ta Nên Gia Công Phay CNC Khô
Trong gia công cơ khí chính xác, ta thường gia công trong 2 điều kiện chính là có dung dịch tưới nguội hoặc gia công khô. Chất làm mát dạng lỏng hay còn gọi là dung dịch tưới nguội mang lại những ưu điểm không liên quan đến nhiệt độ.
Khi nào nên gia công phay CNC khô?
Nếu dung dịch làm mát trong quá trình gia công kim loại luôn có thể giữ cho dụng cụ cắt nguội đồng đều và ổn định thì sẽ không cần đến bài viết này. Vấn đề là, chất làm mát dạng lỏng có cách làm mát không liên tục và thực tế đó là lý do chúng ta cần sử dụng dung dịch tưới nguội một cách cẩn thận.
Nếu kết quả của việc sử dụng chất làm mát là sự thay đổi nhiệt độ nhanh chóng và đáng kể trong vết cắt, thì chất làm mát có thể gây hại nhiều hơn lợi. Nhiều dao cụ cắt gọt ngày nay có thể chịu được nhiệt độ cao miễn là nó giữ được độ nhất quán.
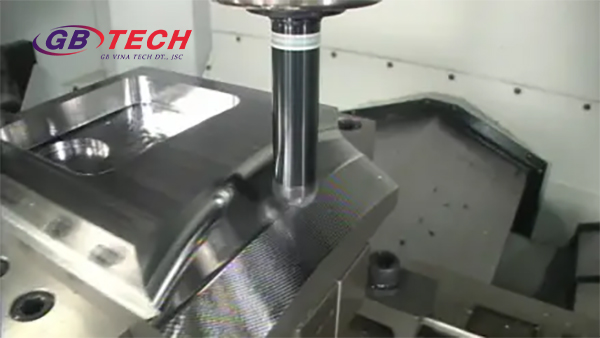
Các công ty khuôn mẫu luôn sử dụng các công cụ cắt với nhiệt độ gia công cao như thế này. Khi họ phay các chi tiết lõi và khoang bằng cách sử dụng dụng cụ cắt gọt lớn cắt phôi sâu với tốc độ chậm, sử dụng chất làm mát có rất nhiều ý nghĩa. Nhưng hiện tại công ty khuôn mẫu này không gia công theo cách đó nữa.
Thay vào đó, họ thực hiện công việc gia công phay cắt nhẹ ở tốc độ tiến dao cao bằng cách sử dụng các trung tâm gia công 10.000 vòng / phút. Thay vì sử dụng dao cụ size cụ lớn hơn, họ sử dụng các loại dao phay lắp một mảnh Insert, với insert phay carbide phủ TiAlN. Sử dụng Dao phay lắp 1 insert như thế này đã giúp họ giảm chi phí dụng cụ một cách đáng kể. . . nhưng một chìa khóa để tiết kiệm là gia công trong điều kiện càng khô càng tốt.
Làm thế nào để Insert carbide phủ TiAlN có thể được xem là giải pháp giảm chi phí dụng cụ? Với cách cũ để gia công một chi tiết lõi hoặc khoang khuôn phun điển hình sẽ sử dụng dao phay gắn 5 mảnh Insert. Mỗi insert sẽ được lập chỉ mục trong một nửa công việc, vì vậy cả hai mép cắt của insert đã bị mòn vào thời điểm cắt xong.
Ngược lại, quy trình phay tốc độ cao của công ty khuôn mẫu cho phép chỉ một trong số các mảnh insert carbide có phủ làm công việc tương tự. Mặc dù loại insert này đắt hơn so với insert của các loại dao phay gắn mảnh thông thường, nhưng nó thường không đắt gấp năm lần. Bằng cách sử dụng loại dao phay một Insert thay vì dao phay gắn 5 insert, họ chỉ chi tiêu khoảng một phần ba số tiền mà trước đây họ sẽ chi cho dụng cụ cho lần cắt này.
Để nhận ra tuổi thọ cao như vậy từ các dụng cụ như thế này, họ đã không chạy chất làm mát dạng lỏng trong khi gia công phay, mà thay thế chất làm mát bằng áp lực khí 120 psi. Các trung tâm gia công của họ cung cấp không khí này giống như cách chúng cung cấp chất làm mát — bằng các ống dẫn chạy qua vỏ trục chính.
Áp lực khí này giúp dao cụ nhất quán theo hai cách
– Đầu tiên, nó kém hiệu quả hơn việc sử dụng dung dịch tưới nguội để làm mát dụng cụ. Điều này rất quan trọng đối với dụng cụ được phủ TiAlN, hoạt động tốt hơn ở nhiệt độ cao nhất quán.
– Thứ hai, áp lực khí hiệu quả hơn chất lỏng trong việc thổi bay các phoi nhỏ được tạo ra trong quá trình cắt với lực cắt nhỏ, pass cắt nhẹ của gia công tốc độ cao. Các phoi này thường cứng hơn bề mặt phôi. Đưa chúng ra khỏi đường cắt là một mối quan tâm tối quan trọng, bởi vì việc cắt lại các phoi có thể làm giảm đáng kể tuổi thọ của công cụ.
Trong quá khứ, nhiều công ty khuôn mẫu khác và trong các lĩnh vực gia công kim loại khác đã sử dụng chất làm mát trong tất cả các công việc của họ như một thói quen.
Nhưng ngày nay, nếu một công ty đang sử dụng quy trình phức tạp hơn để tận dụng lợi thế của gia công tốc độ cao, thì việc lựa chọn chất làm mát dạng lỏng so với sử dụng áp lực khí trở thành một thành phần nữa của quy trình đáng được cân nhắc kỹ lưỡng. Cả hai sự lựa chọn đều có điểm mạnh của chúng. Có nhiều yếu tố cần tính đến.
Tuy nhiên, đối với công ty khuôn mẫu ở trên, vấn đề là vật liệu được cắt và làm khô. Trong số các công việc gia công khuôn mẫu mà họ đảm nhận (bao gồm khuôn ép, khuôn thổi và khuôn cho gia công thủy tinh), họ hầu như chỉ sử dụng phương pháp gia công cắt khô. Trên thực tế, thay vì liệt kê tất cả những lợi ích mà họ có được khi dùng áp lực khí thôi, họ thường tập trung vào các trường hợp cụ thể mà công ty vẫn kiên quyết sử dụng dung dịch làm mát.
CÔNG TY CỔ PHẦN THƯƠNG MẠI VÀ PHÁT TRIỂN CÔNG NGHỆ GB VIỆT NAM
GBTech Là công ty chuyên phân phối, mua bán linh kiện, phụ kiện, dụng cụ cơ khí chính xác và bán lẻ các sản phẩm dụng cụ cắt gọt và thiết bị cơ khí mũi khoan, dao phay, ê tô, bầu kẹp, collet, bàn map, bàn từ... từ các thương hiệu lớn trên thế giới.
Đại lý phân phối chính thức thương hiệu WIDIN, với các đối tác như: YG, A-one, Earth-chain, JinYoung, Chin-Chao... chuyên cung cấp dao cụ cắt gọt kim loại, thiết bị công nghiệp. Dịch vụ gia công dụng cụ cắt gọt theo yêu cầu cho các xưởng cơ khí Việt Nam
Liên hệ ngay với chúng tôi để được tư vấn và trải nghiệm sản phẩm công nghệ mới và đa dạng hơn.
Website: https://gbtech.com.vn/
Email: tools.gb@gmail.com
Hotline: 0982 047 123

- Ê tô dùng cho máy Công nghiệp
- LÀM THẾ NÀO ĐỂ TĂNG TUỔI THỌ VÀ ĐỘ BỀN CHO DỤNG CỤ CẮT GỌT KIM LOẠI?
- ỨNG DỤNG CỦA GIA CÔNG CNC CHO NGÀNH CÔNG NGHIỆP Ô TÔ
- MẢNH INSERT ĐƯỢC SẢN XUẤT NHƯ THẾ NÀO?
- Guide Bushing là gì? Và đâu là sự khác nhau của nó
- Các Phương Pháp Nhiệt Luyện Trong Gia Công Cơ Khí
- 6 Tip Khi Gia Công Vật Liệu Nhôm
- Kinh Nghiệm Lựa Chọn Số Lưỡi Cắt Cho Dao Phay Gắn Mảnh
- Lời khuyên hữu ích khi gia công ren vật liệu hợp kim Titan
- Vật Liệu Dụng Cụ Cắt Gọt Trong Gia Công Cơ Khí
- Chất Lượng Dao Cắt Đối Với Gia Công Khuôn Mẫu
- Khuôn Mẫu Là Gì? Gia Công khuôn Mẫu Công Nghệ Mới
- GIA CÔNG CƠ KHÍ CHÍNH XÁC VÀ NGÀNH CN SẢN XUẤT Ô TÔ
- Cách Lựa Chọn Đúng Dao Phay Khuôn Mẫu
- 4 phương pháp nhiệt luyện trong gia công cơ khí
- 4 Cách Tính Thời Gian Trong Gia Công Phay, Tiện CNC
- Kỹ Thuật Lắp Công Cụ Gia Công Tiện CNC
- Khoan: Phương Pháp Cơ Bản Để Tạo Lỗ Từ Phôi
- Cách Chọn Ê Tô Máy Phay
- Mũi Taro Là Gì? Phân Loại Mũi Taro
- ĐẦU CHIA ĐỘI VÀ PHÂN LOẠI ĐẦU CHIA ĐỘ
- 4 Cách Tăng Tuổi Thọ Và Độ Bền Cho Dụng Cụ Cắt Gọt
- Ê Tô Trong Ngành Công Nghiệp Cơ Khí?
- Bàn Từ Gá Đặt Phôi Trên Máy CNC
- Khái Quát Về Bàn Map Hay Bàn Rà Chuẩn
Tin cùng loại